|
|
<點圖放大> |
<點圖放大> |
|
|
<點圖放大> |
<點圖放大> |


<點擊這裡看VIDEO>
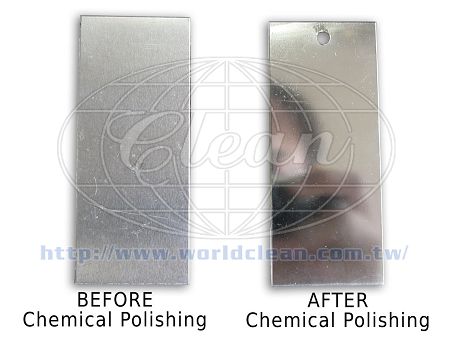
鋁化學拋光研磨為一種靠簡單浸泡就可獲得明亮細緻表面製程,較之一般電解研磨所得到的效果要好得多。雖然鋁材鏡面拋光工藝是一種公開的工藝及藥品配方,鋁材經過機械拋光再做化學拋光,產生鏡面效果的材料,使材料表面展現不同的亮鮮風格,材料品質是被市場肯定的,但一直無法廣範銷售於市場,原因是藥品銷耗量大,質量控制困難、產生廢氣、廢水處理廢用高等等,造成生產成本高,造成價錢市場無法接受。經過機械拋光再陽極處理,是一般工廠的工藝,但亮度有別於不銹鋼的亮度,造成市場上銷售狹窄。
傳統拋光液組成
濃磷酸、濃硫酸、濃硝酸、添加劑等是屬強氧化劑,濃度變化表面光量度也會改變,難控制
在拋光過程中,磷酸被不斷消耗。控制磷酸濃度最方便的方法是記錄原槽液高度,經常補充磷酸,使槽液達到原來的水位。根據經驗,每添加的磷酸應同時加入比例的硝酸,使硝酸濃度應保持在3.5-6.5體積%範圍內,工件才能獲得光亮的表面,因為硝酸是不可缺少的藥品。
以下是一般鋁陽極化學拋光廠的問題
- 化學拋光廠一般必須在郊外或晚上生產拋光材料
- 生產時大量黃煙的產生,造成環保問題
- 因藥品高濃度,拋光後,鋁料停留空氣中約30秒內要進入水洗,速度要快 因拋光液在空氣中會反腐蝕,使亮度衰退,嚴重的話產生流水痕、針孔或材料報廢,成品率低
- 因鋁材不能停留於空氣中太久,所以材料無法在拋光槽將拋光液滴乾,結果造成將大量藥品帶入水洗槽.
- 廢水量大,廢水處理成本增加
- 產生的黃煙,是廢氣處理的最大問題,如添加藥品抑制黃煙排出,增加費用
- 進行氧化後再次失去光澤,膜厚越高,光澤度越下降
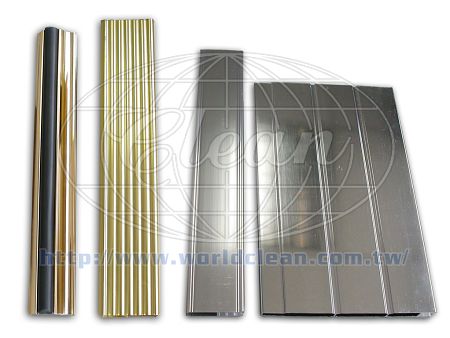
環保無煙拋光液,就針對以上問題解決,並經由客戶直接測試後得的肯定
SE-NSP-35L無煙拋光 |
傳統化學拋光 |
電解拋光 |
|
廢氣產生 |
白煙 |
黃煙 |
白煙 |
廢水量 |
少 |
高 |
高 |
消耗量 |
少 |
高 |
高 |
藥品添加 |
簡單 |
經驗 |
經驗 |
藥品老化 |
添加 |
難再生 |
難再生 |
拋光亮度 |
OK |
OK |
OK |
中和後亮度 |
OK |
衰減 |
衰減 |
陽極後 |
OK |
再衰減 |
再衰減 |
耗電量 |
便宜 |
高 |
高 |
成品率 |
高 |
非常低 |
低 |
