|
|
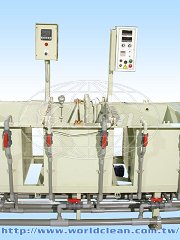
建築型材用半自動手控鋁陽極處理線 |
3C電子產品橫式全自動鋁陽極處理線 |
|
|
全自動硬質陽極處理線 |
橫式全自動鋁陽極處理線 |
|
|
家電型材用全自動陽極處理設備 |
家電型材用全自動陽極處理設備 |
|
|
大型鋁門窗陽極處理設備 |
鋁陽極處理設備 |








鋁陽極處理
鋁陽極處理是在鋁及其合金經由鑄造(casting)或擠型(extrusion)所製成的物件上,作成 裝飾及保護膜的一種過程。
有關鋁合金成份-加工-陽極處理常見問題,請按此連結
| ┌—化學拋光 | |||||||
| │ 電解拋光 | ┌—電泳 | ||||||
| │ 蝕刻 | │ 多色電泳 | ┌—冷封孔 | |||||
| 除油→ | │ 鹼蝕 | →陽極氧化→ | │ 電解著色 | →封閉 | │ 熱封孔 | →乾燥 | →固化 |
| (脫脂) | │ 酸蝕 | └—化學染色 | └—熱水封孔 | ||||
| └—砂面 |
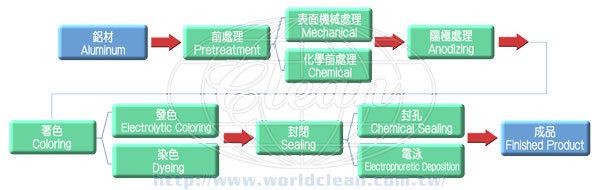
一般鋁合金表面很容易氧化,氧化層雖有一定鈍化作用,但長期曝露之結果,氧化層仍會剝落,喪失保護作用,因此陽極處理的目的即利用其易氧化之特性,藉電化學方法控制氧化層之生成,以防止鋁材進一步氧化,以達到防護、裝飾的目的,同時增加表面的機械性質。另一目的是,藉不同化成反應,產生各種色澤增進美觀。
鋁合金陽極處理應用廣泛,建築物鋁帷幕、鋁門窗、醫療器材、PDA、行動電話、電腦主機外殼、筆記型電腦、運動器材、太陽能、高音喇叭、飛機、軍事武器、影印機抄紙滾桶....等。
於電解槽中,將鋁工件置於陽極,在一定電壓與電流之下,工件表面形成良好的氧化層。其目的是防氧化,利用電化學原理在鋁表面生成氧化,依時間、電壓的控制來達到最大膜厚之內的一層三氧化二鋁保護層。
硬質陽極處理可以得到硬度很高的厚氧化膜,在低溫的電解槽液中,提高電流密度及電壓,使氧化膜可達30-50μm以上,最高的硬度可達HV500左右,其可耐磨、高電阻(絕緣性佳)、耐腐蝕,在機械運用上廣泛被使用。
陽極處理氧化膜的特性是可在鋁材表面形成一層亮麗而抗氧化耐腐蝕的表面
 |
 |
| 化學拋光線 |
傢俱型材用全自動鋁陽極處理線 |
 |
 |
| 立式全自動鋁陽極處理線 | 全自動鋁陽極處理線中央控制台 |
著色
發色(二次發色):發色在鋁合金表面著色處理中已得到廣泛的應用,做法是在生成陽極氧化膜後,放入金屬鹽的電解液中再次進行電解,使金屬鹽的陽離子沉積在氧化膜孔底層而著色,透過囤積多寡及光線折射原理,產生色彩及深淺度。
染色:鋁材產品依需求,在表面上進行層積著色,此一工序即為鋁材染色處理,根據鋁材進行陽極處理後,而形成之氧化膜的厚度,進行各類染料之吸收層積,即可獲得所要求顏色色澤,一般染料可區分為:
- 金屬鹽類(無機)染料
- 有機(酸性)染料
一般顏色應用如下:
- 建築型材--香檳色、古銅色、黑色、金黃色
- 裝飾型材--化學拋光及經染色處理出金黃色、K金色、藍色及紅色等
封閉
封閉由細小蜂巢型的細胞所組成的氧化膜
- 封孔:用90℃以上熱水封孔或用化學封孔劑促進封閉
- 電泳:電泳塗裝(AED或CED漆)